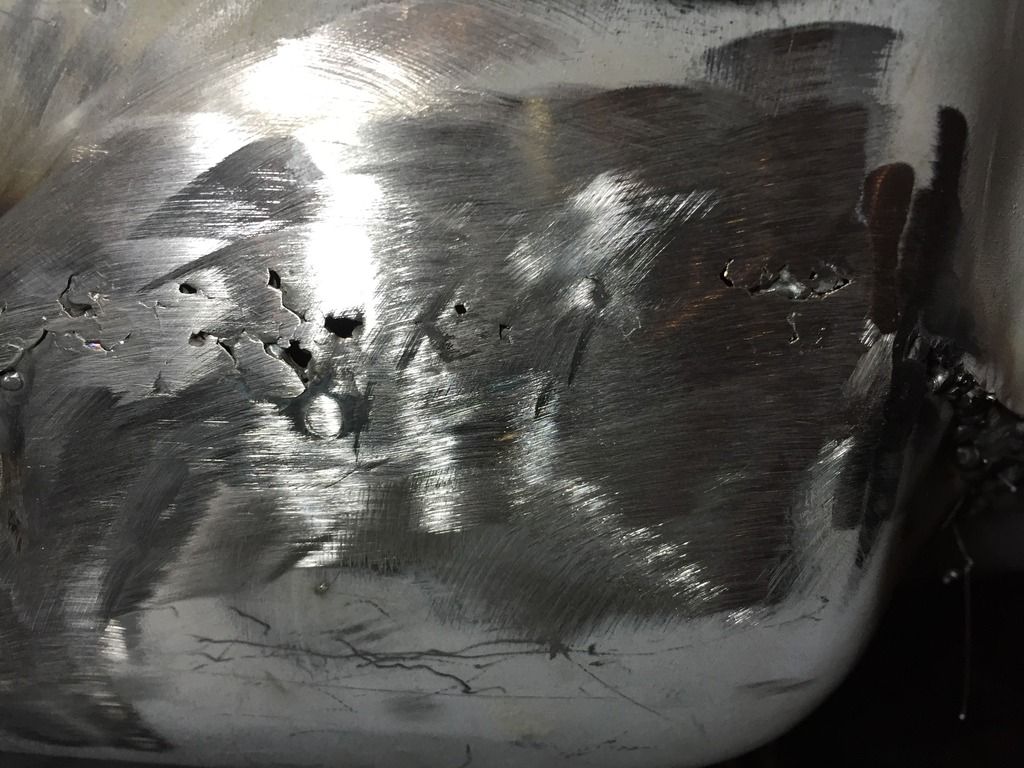
So a while back I started to cut out my rusty coupes floorboards and toe boards with the plan to replace them. I finally got to the point where I had a good gap all the way across and after a lot of practice I made a decent bead across it. My project has been all trial and error. It is for the sole purpose of teaching myself how to work on these cars. I tried to grind down the welds this past weekend with a 40 grit flap disc and a 60 grit flap disc and I made a bunch of pinholes and a few larger holes in my panels and in the welded area itself. Honestly I stink at welding but I am going to be taking a local welding class to improve my skills. I really want to know how to fill these welded holes I tried to weld them in but I blew through. Gas was set at around 20CFH. So I decided to either fill these holes with body solder or try some kind of filler, but Im not sure what to get. I don't ever plan on selling this car, it is not a show car, I just want to finish these holes and I have no idea how.